
 科普中国公众号
科普中国公众号
 科普中国微博
科普中国微博

 帮助
帮助钢板凸度是中厚板的一项主要质量指标和决定其市场竞争力的重要因素。国内中厚板轧机的板形与板凸度控制质量与国际先进水平相比有明显的差距,控制技术和装备水平普遍比较落后。
研究背景 研究在首钢3500mm中厚板轧机和南钢2500mm中板轧机改造项目的基础上,对中厚板轧机的板形与板凸度控制技术进行全面、系统和深入的研究,形成了一套比较完整的研究方法,并开发出相应的控制模型;同时对中厚板轧机的发展方向CVC-PLUS轧机的板形控制技术进行辊型设计和控制特性的研究,建立了相应的分析模型。1
研究在首钢3500mm中厚板轧机和南钢2500mm中板轧机改造项目的基础上,对中厚板轧机的板形与板凸度控制技术进行全面、系统和深入的研究,形成了一套比较完整的研究方法,并开发出相应的控制模型;同时对中厚板轧机的发展方向CVC-PLUS轧机的板形控制技术进行辊型设计和控制特性的研究,建立了相应的分析模型。1
(1)建立了中厚板四辊轧机的工作辊和支撑辊磨损和热膨胀模型,提出了工作辊弯辊力设定策略。定量地研究了工作辊和支撑辊辊型、钢板宽度、轧制力、弯辊力等对钢板凸度的影响,揭示了中厚板轧机的板形控制特性和板形变化规律。通过影响函数法,提出和建立了适合在线控制的承载辊缝凸度计算模型,并在现场实践中得到了应用。
(2)通过对宝钢5300mm宽厚板CVC-PLUS轧机工作辊辊型的剖析和数学推导而提出了CVC-PLUS轧机工作辊辊型设计原理;针对宝钢引进的5300mm轧机,通过“试算法”提出了一种新的支撑辊辊型模型,并回归了辊型系数。结果表明,运用本文的支撑辊辊型模型,在工作辊横移状态下,可以在一定程度上均匀辊间接触压力。依据CVC-PLUS轧机板形理论,利用提出的辊型,研究了轧制力、钢板宽度和液压弯辊力等对辊缝凸度的影响。结果表明:CVC-PLUS轧机可以大幅提高中厚板轧机的板形控制范围。
(3)研究分析不同的中厚板轧机轧制规程设定。对普通四辊中厚板轧机采用负荷协调分配法制定轧制规程,以便在保证板形良好的同时,尽量发挥轧机的能力。而对中厚板CVC-PLUS轧机,提出了“带有板形控制的满负荷道次分配法”。通过CVC-PLUS辊型、液压弯辊和工作辊横移等强力板形控制手段,在充分发挥轧机最大能力的同时,又保证了最佳的板形控制质量。研究结果表明:相同设备参数的中厚板CVC-PLUS轧机同普通四辊轧机相比,轧制相同规格的轧件时,总道次数要少2~6个道次,而且板形控制质量要优于普通四辊轧机。
(4)建立了中厚板轧机板形控制系统。该系统针对普通中厚板轧机无板形检测装置的现状,将板形分为大边浪、边浪、良好和中浪、大中浪等五个级别,在线轧制时由操作工目测、实时输入板形信息,从而实现对板形的在线控制和调节;而对CVC-PLUS轧机则利用板形仪和凸度仪,进行动态凸度和平直度控制。本文的板形控制系统充分利用了实时在线板形信息进行反馈,与常规控制系统相比具有更强的鲁棒性和控制精度;另外深入研究了中厚板轧机厚度控制和板形控制的相互影向以及消除这种影响所采用的解耦算法和数学模型。
中厚板轧机辊型对钢板凸度的影响中厚板的凸度对金属收得率、企业经济效益和再加工工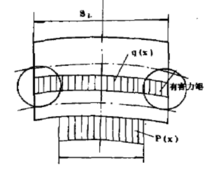 艺均有重要影响,其控制技术近年来发展迅速。轧板厂为了改善产品质量的控制水平和减少钢板凸度,将精轧机的支撑辊由传统的圆柱形改为两端的双锥度形,即双锥度支撑辊,应用以来,已取得较好的效果。研究拟在分析各因素对双锥度支撑辊钢板凸度影响规律的基础上,提出进一步提高钢板凸度控制水平的措施。
艺均有重要影响,其控制技术近年来发展迅速。轧板厂为了改善产品质量的控制水平和减少钢板凸度,将精轧机的支撑辊由传统的圆柱形改为两端的双锥度形,即双锥度支撑辊,应用以来,已取得较好的效果。研究拟在分析各因素对双锥度支撑辊钢板凸度影响规律的基础上,提出进一步提高钢板凸度控制水平的措施。
2800mm中厚板轧机的精轧机为四辊轧机,其支撑辊长期以来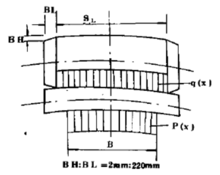 采用传统的圆柱形,轧制过程的力学模型示于图1。由图1可知,由于支撑辊和工作辊在辊身长度上全部接触,工作辊在板宽范围以外作用着一个附加力矩,通常叫做有害力矩,从而使其挠度大于支撑辊的挠度。这样,必然导致钢板产生较大的凸度
采用传统的圆柱形,轧制过程的力学模型示于图1。由图1可知,由于支撑辊和工作辊在辊身长度上全部接触,工作辊在板宽范围以外作用着一个附加力矩,通常叫做有害力矩,从而使其挠度大于支撑辊的挠度。这样,必然导致钢板产生较大的凸度
如图2所示,将支撑辊改为双锥度形以后,对不同的钢板宽度而言,在其范围以外工作辊和支撑辊可部分、甚至全部脱离接触。这样,工作辊的有害力矩可在一定程度上减小,甚至全部消除,从而使钢板产生的凸度相应地减少。
将工作辊为平辊、支撑辊分别为圆柱形和双锥度形条件下实测的不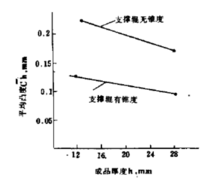 同成品厚度的钢板凸度示于图3。可知,曲线2位于曲线1的下方,且其斜率小于曲线1的斜率。也就是说,在一定条件下,双锥度支撑辊不仅可使各种厚度产品的凸度明显减少,而且还可使其间的凸度差减少。
同成品厚度的钢板凸度示于图3。可知,曲线2位于曲线1的下方,且其斜率小于曲线1的斜率。也就是说,在一定条件下,双锥度支撑辊不仅可使各种厚度产品的凸度明显减少,而且还可使其间的凸度差减少。
应强调指出,实测的各种工艺条件下的钢板凸度均有类似图3的特性,说明使用双锥度支撑辊对于减小和稳定钢板凸度来说,具有明显的效果。
各种因素对双锥度支撑辊钢板凸度的影响一般来讲,若忽略轧件轧后的弹性回复和冷缩,钢板的横向厚度分布将与相应板宽范围内实际工作辊缝的几何轮廓形状近似一致。实际工作辊缝几何轮廓形状主要与轧辊的原始凸度和其产生的弹性变形(弯曲和压扁)及热凸度有关。在轧制过程中,由于轧辊原始凸度不断地发生磨损,轧辊产生的弹性变形和热凸度又与轧件的材质、规格(厚度和宽度)、温度、变形量和轧制速度等一系列因素有关,故影响实际工作辊缝几何轮廓形状即影响钢板凸度的因素是非常多而复杂的。为了便于分析各种因素对钢板凸度的影响规律,我们对大量的现场数据进行取平均值和分类,以便采用单因素法对主要的因素进行分析。
进一步提高钢板凸度控制水平的几点建议(1)双锥度支撑辊钢板凸度规程效应特性分析
由于双锥度支撑辊可以部分减小,甚至全部消除有害力矩的影响,使轧辊的横向刚度增大,从而可有效地减小钢板凸度,并使钢板凸度的规程效应特性减弱,使钢板凸度易于控制和稳定。但是,鉴于上述,钢板凸度仍然有明显的规程效应现象。比较起来,在现行工艺制度条件下,钢板的材质和厚度对凸度的影响较小,工作辊的原始凸度和板宽对凸度的影响则比较大。
由于接触段长度不易变更,进一步提高钢板凸度控制水平只有通过改进工艺规程这一途径。也就是说,只有利用上述凸度的规程效应特性反过来对凸度进行控制和改善。
(2)进一步提高钢板凸度控制水平的建议
鉴于上述分析,为了进一步提高双锥度支撑辊钢板凸度的控制水平,建议采取的主要措施为:
①将工作辊的原始凸度定为0.05~0.15mm,在现行换辊制度下,在支撑辊的一个服役周期内,初期工作辊的原始凸度取下限值,中后期随着支撑辊磨损量的不断增大,工作辊的原始凸度随之增大,直至上限值。为了简化,在支撑辊服役中期,工作辊的原始凸度取0.1mm,后期取0.15mm。这样,既可将各种产品的凸度控制在0.1mm以下较小的水平上,又可避免较宽规格的产品产生负凸度的情况。同时,又可适当补偿支撑辊磨损的影响,以保证钢板凸度的控制水平比较稳定。
②进一步合理安排、调整产品品种的轧制顺序。合理安排产品品种的轧制顺序,必须兼顾设备(主要是轧辊)安全、凸度和板形控制、以及产品表面质量等问题,这是项非常重要而又非常复杂的工作。针对2800轧机生产的具体情况,在安排产品品种顺序时,换辊之后,由于是冷辊,没有热凸度,应首先安排较厚、材质较软(变形抗力较小)和中等宽度的产品;待轧辊的热凸度稳定后,接着安排材质较硬、宽而薄的产品;随后,随着轧辊凸度磨损量的不断增大,再依次按宽度由宽到窄、厚度由薄到厚和材质由硬到软等来进行安排。这样,既可较好地兼顾上述有关问题,又可使双锥度支撑辊的优点得以充分发挥。2
本词条内容贡献者为:
尹维龙 - 副教授 - 哈尔滨工业大学钢板凸度
图文简介
钢板凸度是中厚板的一项主要质量指标和决定其市场竞争力的重要因素。国内中厚板轧机的板形与板凸度控制质量与国际先进水平相比有明显的差距,控制技术和装备水平普遍比较落后。
- 来源: 科普中国科学百科
- 上传时间:2018-06-15
