科普中国公众号
科普中国公众号
 科普中国微博
科普中国微博

 帮助
帮助

概念
任意圆周上相邻两齿同侧齿廓之间的弧线长度称为该圆周上的齿距(pitch),以 表示。在同一圆周上,齿距等于齿厚与齿槽宽之和,即:
表示。在同一圆周上,齿距等于齿厚与齿槽宽之和,即:
相邻两齿同侧齿轮之间的发现长度称为法相齿距(normal pitch),以 表示,在渐开线标准齿轮中,法相齿距等于基圆齿距
表示,在渐开线标准齿轮中,法相齿距等于基圆齿距 (如图1)。1
(如图1)。1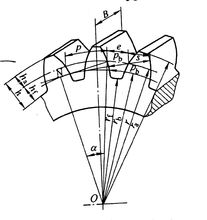
渐开线标准直圆柱齿轮齿距齿距:
基圆齿距(法相齿距):
式中: ——模数,根据齿轮受力情况和结构需要确定,选取标准值
——模数,根据齿轮受力情况和结构需要确定,选取标准值
 ——压力角,选取标准值1
——压力角,选取标准值1
齿条齿距计算齿条上各同侧齿廓是平行的,所以在与分度线平行的各直线上其齿距相等(即 )1
)1
齿距与齿轮的啮合渐开线齿轮为了满足定传动比传动,应使处于啮合线上的各对轮齿都能同时进入啮合,为此两齿轮的法相齿距应相等,即:
式中 、
、 及
及 、
、 分别为两轮的模数和压力角(参考图2)。1
分别为两轮的模数和压力角(参考图2)。1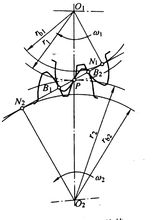
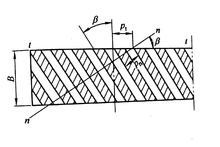
斜齿圆柱齿轮的齿距图3是一圆柱斜齿轮沿其分度线的剖开图。图中阴影部分为齿轮,空白部分为齿槽。由图可见:
 式中:
式中: ——法面齿距
——法面齿距
 ——端面齿距
——端面齿距
 ——螺旋角
——螺旋角
 ——法面模数(查表,取标准值)
——法面模数(查表,取标准值)
 ——端面模数(
——端面模数( )
)
齿距偏差齿距偏差( )是指在分度圆上,实际齿距与公称齿距之差,如图4所示。
)是指在分度圆上,实际齿距与公称齿距之差,如图4所示。
用相对法测量的时候,公称齿距是指所有实际齿距的平均值。 允许在齿高中部测量,但仍以分度圆上计值。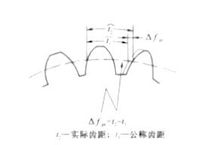
国标(GB 10095)中齿距极限偏差的推荐值如图5中所示。
在连续范成发加工(如滚齿)中, 是由机床误差(主要是分度蜗杆跳动)引起的。所以测量 是用来揭露机床周期误差。而相对分度铣齿或单齿分度磨齿工艺, 则是用来揭露加工中的分度误差。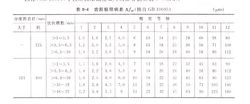
通常在测量 的同时测量出 。2
的同时测量出 。2
齿距偏差的测量齿距偏差的测量分为绝对测量法和相对测量法两种。
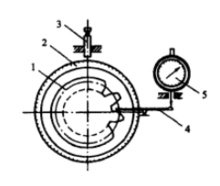
绝对测量法齿距偏差的绝对测量法是直接测出齿轮各齿的齿距角偏差,再换算成线值,其测量原理如图6所示。被测齿轮1同心地装在分度盘2上,其每次转角可由显微镜3读出,被测齿轮的分度定位由测量杆4和指示表5完成。测头在分度圆附近与齿面接触,每次转角都由指示表指零位,依次读出各齿距的转角。测量示例及数据处理如图7所示。3
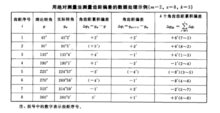
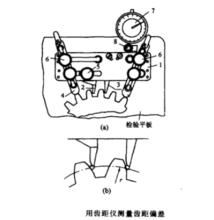
相对测量法齿距偏差的相对测量法一般是在万能测齿仪或齿距仪上进行测量的,如图8所示。齿距仪的测头3为固定测头,活动测头2与指示表7相连,测量时将齿距仪与被测齿轮平放在检验平板上,用两个定位杆4顶在齿轮顶圆上,调整测头2和3使其大致在分度圆附近接触,以任一齿距作为基准齿距并将指示表对零,然后对齿距进行逐个测量,得到各齿距相对于基准齿距的偏差△P相,如图9所示。然后求出平均齿距偏差△P平。 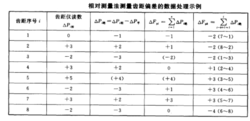
再求出△Pi绝=△Pi相各值,将△Pi绝累积后得到齿距的累积偏差△Fpi,从△Fpi中找到最大值,最小值,其差值即为齿距的总偏差△Fp。3