
 科普中国公众号
科普中国公众号
 科普中国微博
科普中国微博

 帮助
帮助

发展简史
立式连铸是最早用于工业生产的连铸技术。1933年德国容汉斯(S.Junghans)发明结晶器振动技术,解决了由于初凝坯壳与结晶器粘连而引发的拉漏问题后,连铸进入工业应用,50年代到60年代前期,世界各国相继建设立式连铸机,但是由于这种类型铸机建设费用高、生产效率受高度的限制,加之连铸技术尚不完善,所以发展速度缓慢。
世界上第一台工业试验性立式连铸机于1946年在英国的劳莫尔工厂(Low Maor)建成,浇铸小断面铸坯。第一台工业生产用小方坯立式连铸机于1952年在英国的巴路(Barro)钢厂建成,第一台板坯连铸机(半连续立式铸机,板坯断面为180mm×800mm)在前苏联红十月钢厂建成。
中国第一台工业试验立式连铸机于1956年在上海钢铁研究所建成。第一台工业生产型立式连铸机于1958年建成于重庆第三钢铁厂,浇铸断面为170mm×250mm。1964年弧型连铸机问世,立式连铸机的建设多为弧型铸机替代,但尚有少数立式铸机仍在建设,甚至80年代还有新建立式连铸机的,中国太原钢铁公司第三炼钢厂即在1985年建设一台半连续浇铸不锈钢、合金钢的立式铸机。立式铸机大部分还在继续发挥作用,但也有部分已经拆除或改建。立式连铸机以前苏联拥有量最多,法国次之。
工艺原理浇铸和铸坯凝固全部过程都是在垂直状态中进行的连续铸钢|炼铁类型。这种连铸|轧钢的中间罐、结晶器、二冷区、拉矫机、切割设备以及接受定尺铸坯等一系列设备和操作均布置在一条垂直的中心线上(见图1)。钢水从中间罐注入结晶器后,初凝铸坯经二冷区加速凝固,由拉坯机以设定的拉速拉出,经切割后,定尺铸坯进入翻钢斗中,翻斗接受铸坯后将铸坯放至水平状态由输送辊道运出(地坑式铸机有提升机将铸坯提至地坪面上后再由地面辊道输出),或者由翻钢斗倾斜倒到斜式履带运输机,由履带运输机将铸坯送到地面上由地面辊道输出,再由拉钢(或推钢)机将铸坯推到集中冷床上。
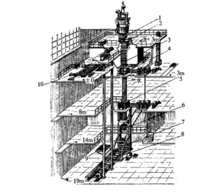
1—中间罐;2—结晶器;3—二冷区;4、5—拉坯机;6—切割设备;
7—翻钢斗;8—坑下输送辊道;9—提升机;10—地面辊道
工艺特点立式连铸主要工艺特点是:
(1)钢液从中间罐注入直立的结晶器,钢液中大颗粒夹杂物及部分小夹杂有可能上浮到表面,使用保护渣浇注时,夹杂可被保护渣吸收,而残留在铸坯内的夹杂物分布较均匀,不会出现弧型连铸时铸坯内夹杂物在内弧面积聚现象。
(2)铸坯的冷却均匀,凝固组织对称性好。
(3)坯在凝固过程及在铸机内不受弯曲、矫直等外力的作用,铸坯内部不会有机械应力引起的裂纹缺陷,且由于钢水静压力较大,易于凝固补缩,所以立式连铸适宜于浇注合金钢及裂纹敏感性高的钢种。
但是立式连铸设备总高度大,由于铸坯在垂直状态凝固,设备总高度还要随浇铸坯断面的增加和拉速度的提高而增大,铸坯定尺愈长铸机高度愈大,一般立式铸机的高度比弧型连铸机的高度大两倍,浇铸同类型断面铸坯,弧型铸机只有立式铸机高度的1/3。
如大型板坯或方坯铸机的高度(浇铸平台到输出辊道的上表面距离)在30m以上,一般较小断面的立式铸机高度也需20m左右,所以厂房高度很高或需将铸机部分设备建在地坑中(中国唐山钢厂一炼钢车间的立式铸机地坑深度为18m)。
因此立式连铸的基建工程量大,厂房或地坑的建设费用高。此外铸坯的运出较麻烦,一旦铸造过程出现故障、铸机只能停止工作。自20世纪60年代弧型连铸机问世以来,立式连铸机的建设基本上为弧型机替代。2
