
 科普中国公众号
科普中国公众号
 科普中国微博
科普中国微博

 帮助
帮助

结构组成
液压铆接机,其油压系统包括液压站、液压缸,液压站固定在底座上,液压缸固定在机架上,夹嘴通过可调整的连接杆固定在机架上,夹嘴可夹住并定位从自动送料机构送来的铆钉了,油压系统待机时产生噪音小,可节省电力消耗,减少生产成本具有工作效率高、加工品质好,机器结构坚固,操作轻巧方便,大大提高了工作效率。
适用范围液压铆接机多功能用途适用于较大尺寸工件压入、冲孔、铆合、装配、剪切。
工作原理液压铆接机运用空油增压原理,可以达到动作速度快,高压力的要求。压力调整容易,只要调整相应气动压力,就能得到需要的压力,简单又方便。
技术参数加工铆钉直径 Φ12-16mm以下A3钢
最大铆接压力 20-63KN
油泵允许最大输出压力 2.5MPa
铆头最大工作行程 40mm
最大闭合高度 250mm
闭合高度调整量 20mm
喉口深度 130mm
铆头伸出长度 36mm
工作台面尺寸 300×350(mm)
功耗 1.8KW
油泵电机转向 顺时针
外型尺寸 300×550×700mm
铆头可微调节范围 0~20mm
JMY- 31.5A型液压铆接机MY- 31. 5A型液压铆接机是一种替代传统风动铆接机的铆接机械,该机应用了液压与电气控制技术,它把液压、电气控制和机械制造有机的结合在一起。它与气压铆接机相比,铆接力大,铆接工效高、振动小、噪声低,铆接安全可靠。铆接设计的最大铆压力为315KN,可冷铆 13mm和热铆 23mm以下的各种钢质铆钉,可广泛地适用于具有铆接结构的各行业,如汽车、船舶、锅炉、桥梁、建筑等。
液压铆接机的整机构造 液压铆接机整机构造如图1所示。液压铆接机整机共有十个部分组成,它们分别是:油箱部件、电气控制箱部件、电动机部件、液压发生器部件、铆钳部件、油缸部件、悬吊装置部件、移动小车部件和导轨部件。
液压铆接机整机构造如图1所示。液压铆接机整机共有十个部分组成,它们分别是:油箱部件、电气控制箱部件、电动机部件、液压发生器部件、铆钳部件、油缸部件、悬吊装置部件、移动小车部件和导轨部件。
液压铆接机主要设计技术参数油箱容积: 0.4
铆钉材料: 16Mn
公称铆压力: 315kN
液压泵压力: 6.3MPa
液压增压比: 1∶5
铆接行程次数: 15~ 20次/min
系统最高压力: 31.5MPa
铆钉最大直径:冷铆 13㎜ 热铆 20㎜
铆接要求工作过程安全可靠,铆接动作可点动单行程自动、连续自动。
液压铆接机液压系统原理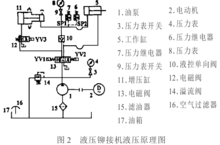 液压铆接机液压原理如图2所示。
液压铆接机液压原理如图2所示。
从液压原理图可看出液压系统具有下列特点:
(1)选用了较普及的价格较低,液压液脉动较小的中压叶片泵为液压动力源。
(2)选用了三位四通具有H型中位机能电磁阀实现液流的换向和泵的卸荷。
(3)选用了二位四通电磁阀控制增压缸实现系统液压增压,以满足工作缸的高压力要求。
(4)选用了一只中压压力继电器SP1,控制工作循环的快进、工进转换,一只高压压力继电器SP2控制工作循环的工进、快退转换。压力继电器SP1、SP2由系统随负载转化成压力发出信号,控制电路系统中的两只时间继电器,从而达到控制电磁阀换向时间的目的,这样就控制了工作油缸的快进、工进、快退所需的时间,可实现工作循环的点动、单行程自动、连续自动的控制2。
