
 科普中国公众号
科普中国公众号
 科普中国微博
科普中国微博

 帮助
帮助

术语简介
日内瓦尺作为用加工中心全自动化制作工艺技术,采用激光刻制刻划线、标选读数与图型。
日内瓦尺又名三等标准金属线纹尺,三等金属线纹尺的结构和使用三等标准线纹尺只有用不锈钢、锌白铜和铟钢等材料制造的金属,没有玻璃尺,长度一般为lm,主要是用于检定水准标尺、钢直尺及其他一些工作线。
标准线纹尺简介日内瓦尺即三等金属线纹尺是一种标准线纹尺。
线纹计量是长度计量的主要内容之一、是利用线纹尺进行的计量,亦称为线值计量。线纹尺是几何量计量的主要的实物标准,线纹尺是多值量具,它以两刻线间的距离来复现长度量值。线纹计量在现代社会中广泛应用,线纹量值是否准确统一对国民经济将产生重大影响。1
为了保证量值的准确统一,需要建立从长度基准到生产中的各种计量器具,直至工件尺寸的传递系统,不同等级的线纹量具就是这个系统的传递媒介。
标准线纹尺的类型标准线纹尺的类型及其基本特征见表。2
|| || 标准线纹尺的类型及特征
标准线纹尺的示值误差各种标准线纹尺的示值极限误差见下表。2
|| || 标准线纹尺的示值误差
表中L为被测长度,单位为m。
测量条件和设备根据JJG1-1999《钢直尺检定规程》中的规定,测量环境3: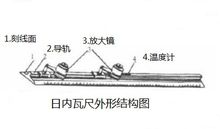
温度(20 5)
5) ,湿度
,湿度 85%RH,测量前被测尺应置于符合上述条件的室温中平衡温度的时间不少于2小时。
85%RH,测量前被测尺应置于符合上述条件的室温中平衡温度的时间不少于2小时。
主要计量标准:三等标准金属线纹尺,其外形结构图如图所示。
被测对象:钢直尺是测量长度的量具,由不锈钢片制成。尺的刻线面上下两侧刻有线纹。普通钢直尺的标称长度有150,30,500(600),1000,1500,2000mm 6 种。尺的方形一端为工作端,另一端为圆弧,其外形示意图如图所示。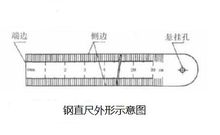
测量方法和原理测量方法1)1000mm以下规格的钢直尺,全长示值误差的检定是以三等标准金属线纹尺为标准与被检尺进行比较测量,其量传图如图所示。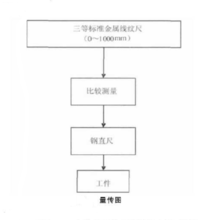
2)将三等标准金属线纹尺与被检尺分别放在钢直尺检定台上,使被检尺的刻线面与标准尺的尺边同在同一平面上。
3)调整被检尺.使其线纹轴线与标准尺的尺边平行,使标准尺的首段或末端线纹与被检尺的端边对齐,用标准尺所附的2个7倍放大镜在标准尺上读出被检尺的误差。
测量原理用准确度等级比被检尺高的三等标准金属线纹尺与普通钢直尺同名刻线间距相比较测量,借助于标准尺上的7倍放大镜读出两支线纹尺刻线间距的误差。
不确定度分析不确定度来源的分析取决于对测量方法、测量设备、测量条件及被测量的详细了解和认识,必须具体问题具体分析。
下表为标准不确定度分量一览表。4
|| || 标准不确定度分量一览表
主要规格三等标准金属线纹尺仪器的主要规格:
1、仪器外形尺寸:长1050mm×宽38mm×高63mm
2、仪器重量:3Kg
3、木匣尺寸:长1080mm×宽74mm×高82mm
4、全套重量:约5.5Kg
5、米尺的分度长度:1020mm
6、米尺的分度值:二斜面分别为1mm和0.2mm(可估读到0.01mm)
7、放大镜放大倍数:7x
8、温度计的分度值:0.5度
9、米尺斜面刃边的不直度≤0.1
检定在传统检定中,多采用与二等金属线纹尺进行比较的测量方法。随着科技的发展,激光越来越多地被应用在线纹尺的检定中。5
根据标准器选取和测量方式的不同,线纹尺的检定方法可分为两种形式:以激光干涉仪直接检定和以二等金属线纹尺比较检定。
直接检定是以激光波长作为标准,比较检定是以实物量具即二等金属线纹尺作为标准。
直接检定由于其激光的光路必须与测量方向重合,因此只有一种安装方式。而在比较检定中,则可分为串联纵动式和并联纵动式两种,其中串联纵动式由于标准器与线纹尺刻度中心线的延长线重合。由导轨直线度误差引起的测量误差是二阶因此,可以获得精确的测量结果,符合阿贝原则误差。
